Cắt laser inox bị bavia là tình trạng gờ kim loại nóng chảy hoặc xỉ bám ở mép, thường xuất hiện rõ ở mặt dưới đường cắt. Nguyên tắc quan trọng nhất để hạn chế lỗi này là đồng bộ đúng 4 biến số: khí N₂, công suất, tốc độ cắt và tiêu cự. Sai lầm phổ biến là chỉ tăng công suất hoặc giảm tốc độ mà bỏ qua béc cắt, độ tinh khiết khí và chất lượng tấm inox đầu vào. Bài viết này cung cấp bảng thông số inox 1–6mm, quy trình tự kiểm tra 5 bước và cách phân biệt bavia với mạch cắt bị đen. Từ kinh nghiệm xưởng gia công inox 304 tại Đồng Nai, Cơ Khí Đại Việt tổng hợp nội dung theo hướng thực chiến để kỹ thuật viên và khách hàng B2B đều có thể áp dụng.
📌 Tóm Tắt Những Điểm Chính
- cắt laser inox bị bavia là hiện tượng kim loại nóng chảy không được thổi sạch khỏi rãnh cắt, bám lại thành gờ hoặc xỉ ở mép và mặt dưới chi tiết inox. Với inox, lỗi này thường liên quan trực tiếp đến khí hỗ trợ, tiêu cự và thông số cắt.
- Khí N₂ không đạt là nguyên nhân phổ biến nhất; inox nên dùng Nitơ có độ tinh khiết từ 99,9% trở lên và áp suất thực tế khoảng 12–15 bar để đẩy hết kim loại nóng chảy. Nếu áp suất thấp hoặc khí lẫn tạp, mặt cắt dễ vừa có bavia vừa bị sẫm màu.
- Tốc độ và công suất không đồng bộ sẽ làm phát sinh xỉ: công suất quá thấp khiến tia không xuyên hết vật liệu, còn tốc độ quá nhanh làm dòng kim loại nóng chảy không thoát kịp. Với inox dày hơn, cần tăng năng lượng hữu dụng và giảm tốc độ theo từng bậc độ dày 1–6mm.
- Tiêu cự và béc cắt quyết định độ tập trung năng lượng; chỉ cần focus lệch hoặc béc mòn, bẩn, lệch tâm là đường cắt mất ổn định và xuất hiện bavia ở mặt dưới. Khi gặp lỗi lặp lại, phải test focus và kiểm tra đồng tâm vòi phun trước khi sửa các thông số khác.
- Bảng thông số tham khảo nhanh có thể bắt đầu với inox 1mm ở khoảng 35–45% công suất, 18–25 m/phút, N₂ 10–12 bar; inox 3mm ở khoảng 60–75% công suất, 4–7 m/phút, N₂ 12–14 bar; inox 6mm ở khoảng 85–100% công suất, 0,8–1,8 m/phút, N₂ 14–15 bar.
- Quy trình 5 bước gồm kiểm tra phôi inox, vệ sinh béc và thấu kính, chỉnh lại tiêu cự, xác nhận áp suất và độ tinh khiết N₂, rồi chạy test cut để quan sát mặt dưới. Nếu đã lặp 2–3 vòng mà bavia vẫn còn, cần kiểm tra sâu phần quang học và nguồn laser.
- Mạch cắt bị đen không hoàn toàn là bavia mà thường là oxy hóa nhiệt do dùng O₂, khí nén hoặc do N₂ áp suất thấp khiến oxy không khí lọt vào vùng cắt. Muốn mạch cắt inox sáng và sạch, ưu tiên N₂ tinh khiết cao thay vì chỉ tăng công suất laser.
- Khuyến nghị cuối cùng là dùng bảng thông số chuẩn theo từng độ dày, duy trì N₂ ≥99,9% và checklist kiểm tra đầu ca; nếu cần gia công ổn định trên inox 304 Posco, có thể đối chiếu thêm quy trình kiểm soát của Cơ Khí Đại Việt.
Bavia inox là nỗi đau quen thuộc của mọi xưởng gia công – và hoàn toàn có thể khắc phục
📋 Nội dung bài viết:
- Bavia inox là nỗi đau quen thuộc của mọi xưởng gia công – và hoàn toàn có thể khắc phục
- Tóm tắt nhanh: 5 nguyên nhân chính và hướng xử lý tương ứng
- Bavia trong cắt laser inox là gì và tại sao nó quan trọng hơn bạn nghĩ?
- 6 nguyên nhân phổ biến khiến máy cắt laser inox sinh ra bavia
- Quy trình tự kiểm tra và chỉnh máy 5 bước khi phát hiện bavia
- Tại sao mạch cắt inox bị đen hoặc ố vàng? Phân biệt với bavia
- Cơ Khí Đại Việt kiểm soát chất lượng mạch cắt laser như thế nào?
- Câu hỏi thường gặp về bavia khi cắt laser inox
Biên soạn bởi: Nguyễn Minh Phú
Trưởng Phòng Kỹ Thuật & Chuyên gia Tư vấn Kỹ thuật — Cơ Khí Đại Việt
Nếu mặt dưới tấm inox vừa cắt xuất hiện gờ xỉ bám, bạn đang gặp đúng nhóm lỗi có thể xử lý được bằng việc kiểm tra lại khí, đầu cắt và thông số máy.
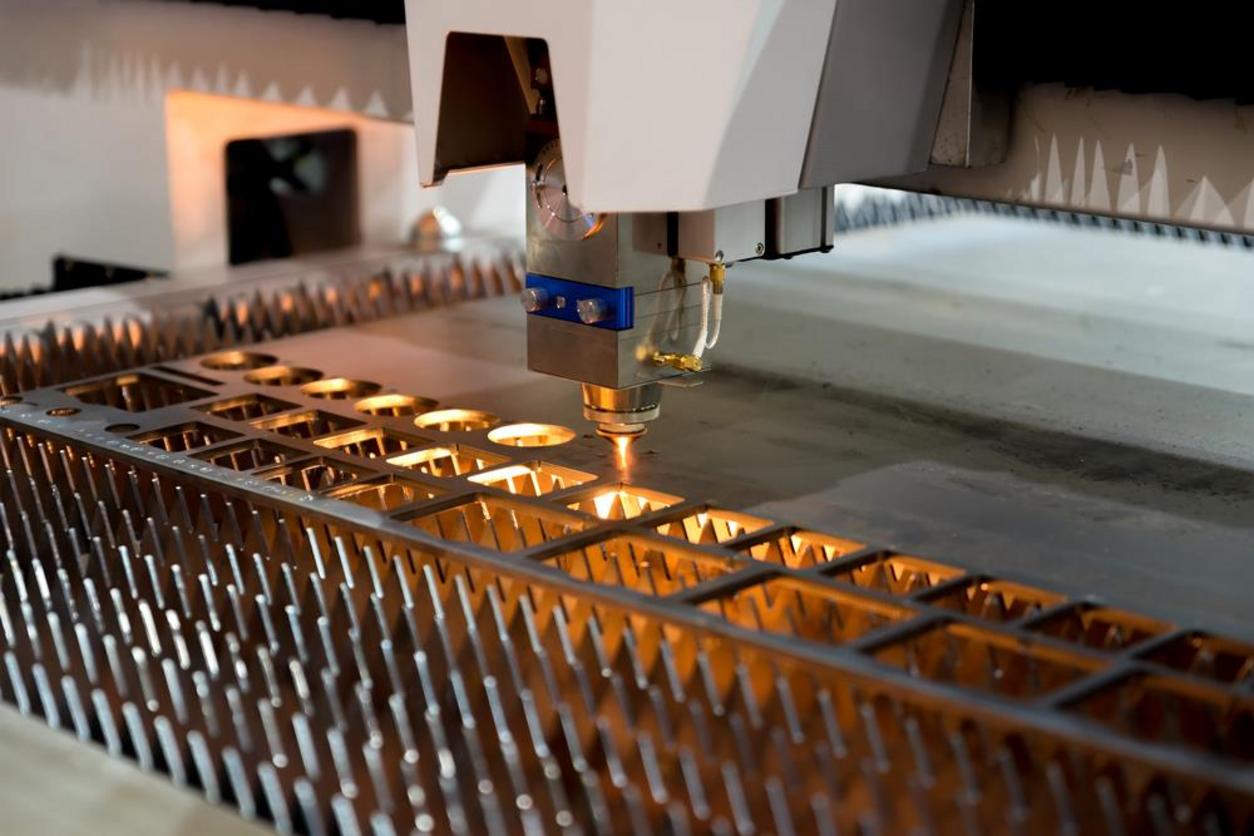
Bạn lật tấm inox vừa cắt xuống và thấy ngay vấn đề: mặt trên khá đẹp, nhưng mặt dưới lại có gờ sắc, xỉ bám hoặc dải bavia kéo dài theo mép cắt. Chỉ một lỗi nhỏ ở công đoạn này cũng đủ làm cả lô hàng chậm tiến độ vì phải mài tay, vệ sinh cạnh và kiểm tra lại từng chi tiết. Với inox 304, bavia không phải lỗi ngẫu nhiên. Nó thường xuất hiện khi khí hỗ trợ, tiêu điểm cắt, béc cắt hoặc bộ thông số chạy máy đang lệch khỏi vùng làm việc ổn định.
Bài viết này dành cho cả người trực tiếp đứng máy lẫn người đang tìm dịch vụ cắt laser inox để đặt hàng. Nếu bạn là bộ phận mua hàng, QC hoặc kỹ thuật của bên đặt gia công, chỉ cần nhìn mép cắt và mặt dưới phôi là đã có thể đánh giá khá nhanh chất lượng vận hành của xưởng. Nếu bạn cần thêm góc nhìn tổng quát về dịch vụ gia công inox theo yêu cầu, phần mở đầu này sẽ giúp bạn nhận đúng lỗi trước khi đi vào thông số và checklist chỉnh máy.
Tình huống thường gặp ngay tại xưởng
Inox 304 dày 1-3 mm là nhóm vật liệu rất hay lộ bavia ở mặt dưới nếu khí Nitơ không đủ sạch hoặc áp suất thổi xỉ không còn ổn định. Dấu hiệu nhận biết rất rõ: mặt trên vẫn sắc nét, khe cắt đều, nhưng khi sờ cạnh dưới sẽ thấy lợn cợn, có chỗ thành gờ sắc như lưỡi cưa, có chỗ xỉ bám thành hạt đen kéo thành vệt. Bavia trong cắt laser inox là phần kim loại nóng chảy không được đẩy ra hết khỏi rãnh cắt và đông lại ở mép dưới.

Ở xưởng, lỗi này gây phiền ngay lập tức. Chi tiết phải qua thêm một công đoạn mài bavia, tốn nhân công và làm sai nhịp giao hàng. Với các chi tiết có lỗ nhỏ, khe hẹp hoặc biên dạng lắp ghép, chỉ cần bavia dày thêm vài phần mười milimet là lắp không lọt, ép vào sẽ xước bề mặt hoặc kênh cụm. Mẹo kiểm tra nhanh tại bàn máy: đeo găng, vuốt nhẹ mặt dưới theo chiều mạch cắt; nếu tay bị vướng liên tục ở một phía, thường lỗi đang nằm ở hướng thổi khí, tiêu điểm hoặc độ đồng tâm của béc.
Vì sao người đặt gia công cũng nên hiểu lỗi này
Không ít đơn vị đặt hàng chỉ nhìn mặt trên rồi kết luận chi tiết đạt. Cách kiểm tra đó thiếu một nửa. Với chi tiết inox dùng cho lắp ráp, trang trí, thiết bị bếp hoặc cụm cơ khí mỏng, mặt dưới mới là nơi bộc lộ rõ nhất chất lượng cắt thực tế.
Bavia làm tăng thời gian hoàn thiện sau cắt, tăng rủi ro đứt tay khi thao tác và làm sai cảm nhận về độ chính xác của sản phẩm. Nếu một xưởng báo dung sai cắt khoảng ±0,1 mm nhưng mép dưới còn xỉ bám dày, bạn nên kiểm tra lại quy trình vận hành chứ không chỉ nhìn con số trên báo giá. Trường hợp cần so sánh năng lực giữa các đơn vị, bạn có thể đối chiếu thêm với trang gia công cắt laser CNC để hiểu rõ hơn cách xưởng công bố độ chính xác, vật liệu và khả năng xử lý thực tế. Các phần tiếp theo sẽ đi thẳng vào 5 nhóm nguyên nhân chính, ngưỡng kiểm tra phổ biến như Nitơ 12-15 kg cho inox và checklist chỉnh máy kiểu SOP-lite để bạn dùng ngay tại xưởng.
Từ phần mở đầu này, bạn có thể chuyển sang bản tóm tắt nhanh để khoanh đúng nguyên nhân trước khi chạm vào từng thông số máy.
Bavia trong cắt laser inox là gì và tại sao nó quan trọng hơn bạn nghĩ?
Bavia là phần kim loại nóng chảy bám lại ở mép hoặc mặt dưới đường cắt, khác với mạch đen do oxy hóa và có thể làm giảm cả thẩm mỹ lẫn độ chính xác lắp ráp.
Sau khi đã nhận diện đây là lỗi có thể xử lý bằng chỉnh khí, đầu cắt và thông số, bước tiếp theo là gọi đúng tên từng hiện tượng. Gọi sai lỗi thì chỉnh sai máy. Với inox 304, bavia không chỉ là chuyện mép cắt xấu; nó còn là dấu hiệu cho thấy kim loại nóng chảy chưa được tống hết khỏi rãnh cắt và vùng làm việc đang lệch khỏi trạng thái ổn định.
Inox cắt laser sinh bavia khi kim loại nóng chảy không được đẩy sạch khỏi rãnh cắt
Bavia là gờ kim loại thừa hình thành ở mép hoặc mặt dưới đường cắt sau khi vật liệu nóng chảy rồi đông lại. Trong ngữ cảnh cắt laser fiber, thuật ngữ thường gặp là burr hoặc dross, nhưng tại xưởng người vận hành vẫn gọi ngắn gọn là bavia hoặc xỉ bám mép.Tóm lại Bavia trong cắt laser inox là phần kim loại nóng chảy còn bám lại sau khi khí hỗ trợ không đẩy hết vật liệu ra khỏi khe cắt.
Với inox 304 dày 1-3 mm, hiện tượng này thường lộ rõ ở mặt dưới hơn mặt trên. Bạn sẽ thấy mép dưới có răng cưa nhỏ, hạt bám kéo vệt hoặc một gờ liên tục chạy dọc theo biên dạng. Nếu dùng Nitơ mà áp lực thổi xỉ yếu hơn vùng làm việc quen thuộc, chẳng hạn dưới ngưỡng 12-15 kg với nhiều bài cắt inox thực hành, lượng kim loại lỏng dễ đóng lại ngay tại chân mạch cắt. Cũng vì cơ chế đó, bavia luôn liên quan trực tiếp đến khí hỗ trợ, tiêu điểm (focal point), tốc độ và tình trạng béc cắt.

Bằng mắt thường, ba lỗi này khá giống nhau nhưng bản chất lại khác hẳn
Nhiều người thấy cạnh dưới sẫm màu hoặc lợn cợn là kết luận ngay “bị bavia”. Cách nhìn đó dễ làm bạn tăng khí, đổi focus hoặc nâng công suất sai hướng. Thực tế, bavia cứng, xỉ bám mềm và mạch cắt đen do oxy hóa là ba nhóm lỗi khác nhau, nên dấu hiệu nhận biết phải tách bạch.
Bạn hãy quan sát theo thứ tự: mặt trên, mặt dưới, màu mép cắt rồi mới sờ cạnh. Bavia cứng thường tạo gờ sắc, bám chặt, cào tay thấy vướng liên tục; xỉ bám mềm là các hạt bám rời, có thể bong từng cục khi gõ nhẹ hoặc mài lướt; còn mạch đen hoặc ố vàng chủ yếu là dấu vết oxy hóa nhiệt, cạnh có thể vẫn khá phẳng nhưng đổi màu. Nếu nhầm mạch đen thành bavia, bạn sẽ tập trung mài cơ học trong khi gốc lỗi lại nằm ở độ tinh khiết khí hoặc loại khí đang dùng. Nếu nhầm xỉ bám do khí yếu thành cháy cạnh, người đứng máy rất dễ hạ công suất sai lúc.
| Hiện tượng | Dấu hiệu nhìn nhanh | Bản chất lỗi | Hướng kiểm tra đầu tiên |
|---|---|---|---|
| Bavia cứng | Gờ sắc ở mặt dưới, bám liên tục, khó cạo | Kim loại nóng chảy đông lại thành mép thừa | Kiểm tra tốc độ, focus, áp suất khí và đồng tâm béc |
| Xỉ bám mềm | Hạt bám rời, gõ nhẹ có thể bong | Vật liệu nóng chảy thoát chưa hết, bám cục cục | Kiểm tra áp lực và độ sạch của khí hỗ trợ |
| Mạch đen, ố vàng | Cạnh đổi màu nâu, vàng hoặc đen, mép chưa chắc có gờ | Oxy hóa nhiệt ở vùng cắt | Kiểm tra loại khí, độ tinh khiết khí và che chắn oxy |

Giảm được vài phút mài tay ở mỗi tấm, bạn sẽ thấy ngay hiệu quả ở năng suất và độ ổn định lắp ráp
Bavia làm hỏng nhiều thứ cùng lúc. Cạnh sắc gây rủi ro đứt găng và xước tay khi bốc phôi. Mép thừa làm sai khe lắp, nhất là với lỗ nhỏ, rãnh tab-slot, chi tiết chấn gấp hoặc cụm cần hàn ghép sát mép. Chỉ cần một gờ bavia dày thêm vài phần mười milimet ở vị trí then cài là chi tiết có thể cấn, không lọt hoặc ép vào gây xước bề mặt hoàn thiện.
Ở khâu sau cắt, bavia kéo theo thêm ít nhất một vòng xử lý: mài, vê cạnh, lau sạch và kiểm tra lại. Với các chi tiết inox cần hairline, bóng gương hoặc đánh xước đồng đều, công đoạn sửa bavia còn làm tăng nguy cơ lệch vân và giảm thẩm mỹ mặt ngoài. Một nhận định kỹ thuật rất thực tế là: Bavia càng cứng và bám liên tục, thời gian hậu xử lý càng tăng theo cấp số của số lượng chi tiết, không tăng tuyến tính theo từng tấm.
Mẹo xưởng dễ áp dụng: sau khi cắt 3-5 chi tiết đầu tiên, đừng chỉ nhìn mặt trên. Lật phôi, vuốt kiểm tra theo hai hướng và thử lắp mẫu ngay tại bàn phân loại. Nếu một cạnh luôn bị vướng ở cùng phía của đường chạy, khả năng cao lỗi đang mang tính hệ thống chứ không phải ngẫu nhiên của vật liệu. Khi cần hiểu sâu hơn về nguyên lý khe cắt, khí hỗ trợ và các yếu tố ảnh hưởng đến mép cắt, bạn có thể xem thêm cắt laser CNC là gì

Sang phần tiếp theo, bạn nên khoanh ngay từng nhóm nguyên nhân phổ biến để biết nên chạm vào khí, focus, béc hay tốc độ trước.
6 nguyên nhân phổ biến khiến máy cắt laser inox sinh ra bavia
Máy cắt laser inox sinh bavia khi một trong sáu mắt xích bị lệch chuẩn: khí hỗ trợ, công suất, tốc độ, tiêu cự, béc cắt hoặc chất lượng vật liệu đầu vào.
Sau khi đã phân biệt rõ bavia với mạch đen và xỉ bám, bước kế tiếp là khoanh đúng nguyên nhân gốc. Với inox 304, phần lớn lỗi bavia không đến từ một thông số đơn lẻ mà từ một chuỗi lệch nhỏ cộng dồn: khí chưa đủ sạch, công suất chưa khớp độ dày, tốc độ chạy lệch vùng ổn định hoặc đầu cắt mất đồng tâm. Cách làm hiệu quả nhất là kiểm từng biến theo thứ tự, không chỉnh đồng thời nhiều mục.
Nếu bạn đang cần một điểm khởi đầu để thiết lập thông số cắt laser inox bằng khí Nitơ, phần dưới đây sẽ đi theo đúng trình tự vận hành thực tế: quan sát dấu hiệu, hiểu cơ chế rồi mới điều chỉnh thông số. Bảng thông số chỉ nên xem là cơ sở tham khảo cho inox 304. Khi thay đổi nguồn laser, đầu cắt, béc cắt hoặc chất lượng phôi, bạn vẫn cần tinh chỉnh lại để phù hợp với điều kiện thực tế.
Khí N₂ không đủ áp hoặc không đủ tinh khiết
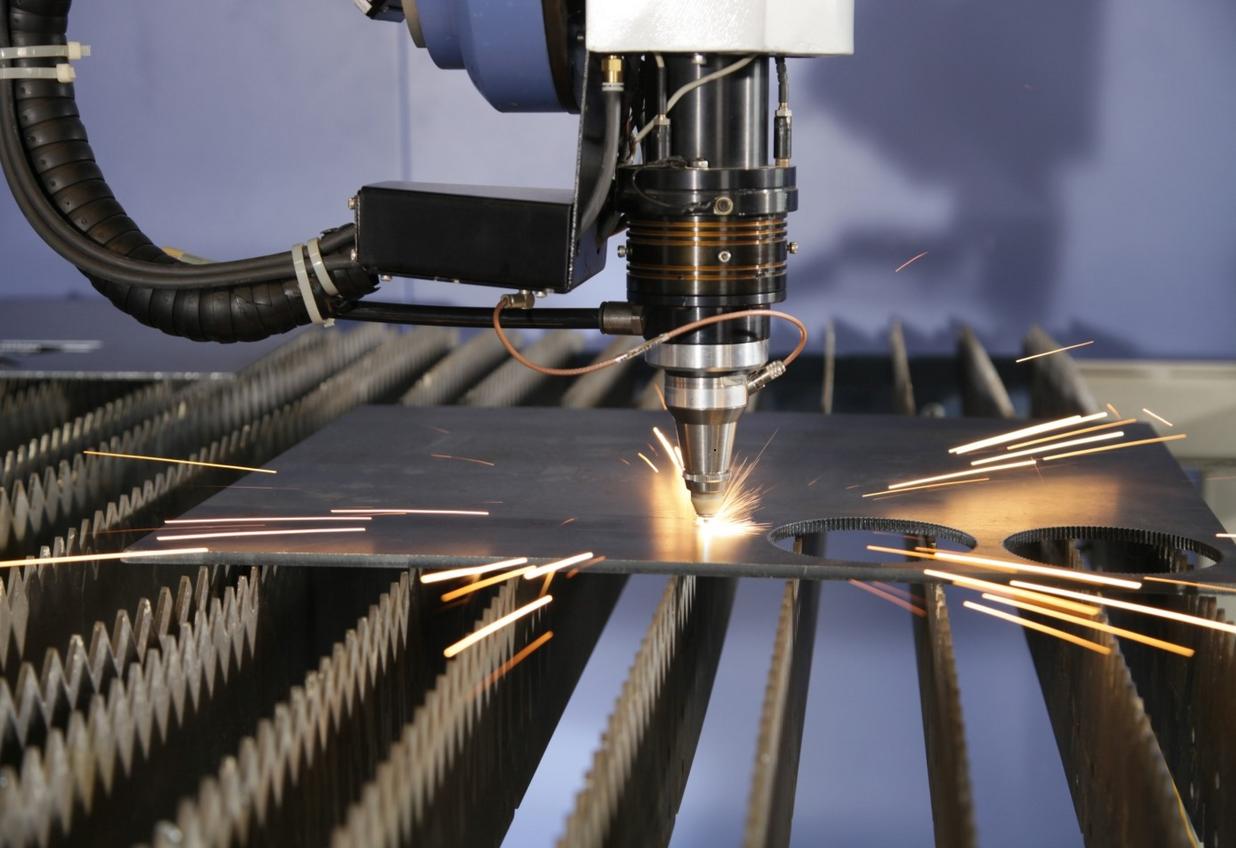
Khí N₂ có độ tinh khiết từ 99,9% trở lên và áp suất làm việc 12–15 bar là mức thiết lập thường dùng khi cắt inox 304 nhằm hạn chế ba via và giảm hiện tượng oxy hóa mép cắt. Vai trò của khí Nitơ không chỉ là bảo vệ vùng cắt mà còn thổi kim loại nóng chảy ra khỏi khe cắt. Nếu áp suất giảm xuống dưới mức ổn định hoặc khí bị lẫn hơi ẩm, tạp chất, kim loại nóng chảy sẽ không được đẩy hết ra ngoài và đông lại ở mặt dưới, tạo thành ba via.
Dấu hiệu nhận biết khá điển hình: xỉ bám tập trung ở mặt dưới, cạnh cắt sẫm màu, có đoạn sạch đoạn bẩn dù công suất và tốc độ chưa đổi. Nhiều người chỉ nhìn đồng hồ áp khi máy đứng yên rồi kết luận khí đủ. Cách kiểm đúng là đọc áp khi máy đang cắt, đồng thời kiểm tra van, lọc khí, đường ống, đầu nối và độ tụt áp cuối đường. Một câu có thể dùng làm chuẩn kiểm tra nhanh tại xưởng là: Inox cắt bằng Nitơ dưới độ tinh khiết 99,9% hoặc dưới vùng áp 12-15 bar rất dễ xuất hiện bavia mặt dưới và mép cắt xỉn màu.

Công suất laser không phù hợp với độ dày inox
Nhiều ca bavia xuất hiện không phải vì máy yếu hẳn, mà vì công suất hữu dụng đang lệch khỏi độ dày thực tế của tấm inox. Nếu công suất quá thấp, tia không xuyên ổn định hết chiều dày vật liệu, rãnh cắt hẹp nhưng kim loại nóng chảy bị giữ lại ở chân cắt. Nếu công suất đẩy quá cao so với tốc độ và béc đang dùng, vùng nhiệt mở rộng, mép cắt dễ thô hoặc cháy cạnh.
Đừng lấy thông số đang chạy đẹp trên thép carbon rồi bê nguyên sang inox. Inox phản ứng khác với khí hỗ trợ và yêu cầu mạch cắt sạch hơn, nhất là khi cắt bằng Nitơ. Thực tế tại xưởng, cùng một máy fiber nhưng chỉ cần đổi đầu cắt hoặc đổi lô phôi là mức công suất phần trăm phải chỉnh lại vài điểm để trở về vùng ổn định.
| Độ dày inox 304 | Công suất | Tốc độ | Áp suất N₂ | Dấu hiệu nếu lệch |
|---|---|---|---|---|
| 1 mm | 25-35% | 18-28 m/phút | 12-14 bar | Quá thấp dễ bavia li ti; quá cao dễ cháy mép mỏng |
| 2 mm | 35-45% | 8-14 m/phút | 12-15 bar | Thiếu công suất dễ không xuyên đều, mặt dưới bám xỉ |
| 3 mm | 45-60% | 4-8 m/phút | 13-15 bar | Công suất thấp gây bavia kéo dọc; cao quá làm khe cắt thô |
| 4 mm | 55-70% | 2,5-4,5 m/phút | 14-16 bar | Không đủ năng lượng sẽ thấy chân cắt dày xỉ rõ |
| 6 mm | 70-90% | 0,8-1,8 m/phút | 14-18 bar | Lệch công suất rất dễ sinh bavia cứng và rãnh cắt không đều |
Bảng trên là bộ thông số tham khảo dành cho inox 304, không phải thông số cố định áp dụng cho mọi máy. Khi đưa vào thực tế, bạn cần tinh chỉnh theo công suất nguồn laser, đầu cắt, loại béc, tiêu cự và độ phẳng của phôi. Nếu cần tìm hiểu chi tiết hơn theo từng loại vật liệu và chiều dày, bạn có thể xem thêm cắt laser inox tấm.

Tốc độ cắt quá nhanh hoặc quá chậm
Giảm bavia thấy rõ nhất thường đến từ việc đưa tốc độ về đúng vùng cân bằng giữa năng lượng và khả năng thổi xỉ. Quá nhanh thì kim loại nóng chảy chưa kịp thoát khỏi khe cắt, mặt dưới sẽ bám gờ mảnh nhưng sắc. Quá chậm thì nhiệt tích tụ lâu, xỉ dày hơn, cạnh cắt dễ thô và có cảm giác bị “nấu lại”.
Cách nhìn vân cắt rất hữu ích. Nếu vân kéo xiên mạnh, mặt dưới có hạt bám thành chuỗi và chi tiết không đứt mạch ở góc hẹp, thường là chạy nhanh. Nếu mép cắt sẫm hơn, vùng ảnh hưởng nhiệt rộng và bavia dày thành gờ cứng, thường là chạy chậm. Đừng nhảy từ 6 m/phút xuống 4 m/phút trong một lần thử. Hãy chỉnh từng nấc nhỏ 5-10%, cắt mẫu ngắn rồi đọc lại mặt dưới. Đây là một mẹo xưởng rất hiệu quả vì giúp bạn tách lỗi tốc độ ra khỏi lỗi khí và focus.

Tiêu cự lệch khỏi bề mặt vật liệu
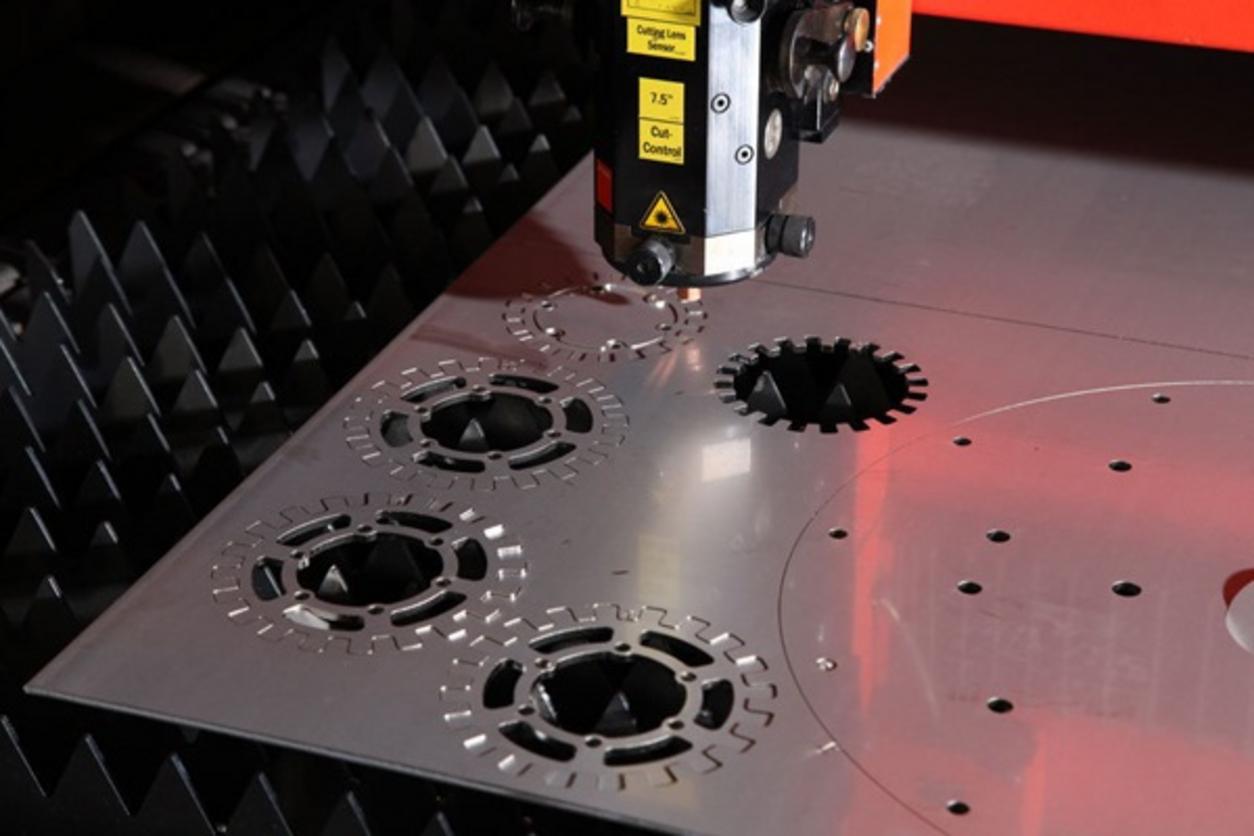
So với lỗi khí hay lỗi tốc độ, lệch tiêu cự khó nhìn bằng mắt hơn nhưng lại làm mạch cắt xấu rất nhanh. Focal point là vị trí năng lượng hội tụ mạnh nhất của chùm tia. Nếu điểm này đặt quá cao hoặc quá thấp so với bề mặt inox, năng lượng sẽ phân bố sai trong chiều dày vật liệu, dẫn đến khe cắt không đều và chân cắt sinh bavia.
Dấu hiệu khá đặc trưng là mặt cắt bị nghiêng, chiều rộng khe cắt trên và dưới chênh nhau rõ, hoặc bavia tăng ở một dải vị trí nhất định dù tốc độ và khí không đổi. Test focus là bước chẩn đoán rẻ và nhanh nhất: cắt một dải mẫu ngắn với các mức tiêu cự liền kề, sau đó chọn điểm cho mặt cắt thẳng và mặt dưới sạch nhất. Với nhiều máy fiber cắt inox, vùng focus thường nằm trên mặt, sát mặt hoặc hơi âm nhẹ. Không nên chốt bằng một con số tuyệt đối nếu chưa bám đúng cấu hình máy, vì chỉ cần đổi đầu cắt là điểm đẹp có thể dịch đi.

Béc cắt mòn, bẩn hoặc lệch tâm
Béc cắt không chỉ là vòi phun khí; nó quyết định độ đồng đều của dòng khí quanh khe cắt và độ đồng tâm giữa tia laser với miệng phun. Chỉ cần miệng béc móp nhẹ, bám bẩn hoặc ren lắp không kín, dòng khí sẽ thổi lệch về một phía. Hệ quả rất dễ thấy: bavia chỉ xuất hiện lệch một bên, góc này sạch nhưng góc đối diện lại xấu.
Đây là lỗi nhiều xưởng bỏ qua vì thông số trên màn hình vẫn giữ nguyên. Kiểm tra đầu ca là việc nên làm: soi miệng béc, vệ sinh bề mặt tiếp xúc, test đồng tâm và thay ngay khi có dấu hiệu mòn. Nếu bavia luôn kéo về cùng một phía của hướng cắt dù đã thử đổi tốc độ nhỏ, hãy ưu tiên nghi béc trước khi nghi nguồn laser.
Tấm inox đầu vào không đồng nhất
Khác với suy nghĩ phổ biến, không phải cứ cùng mác inox 304 là máy sẽ cắt ra cùng một chất lượng mép. Tấm inox bị cong nhẹ, còn dầu, còn film sót, bề mặt có tạp chất hoặc độ phẳng kém đều có thể làm hấp thụ năng lượng và thoát xỉ thiếu ổn định. Khi đó, cùng một bộ thông số nhưng tấm này cắt sạch còn tấm khác lại ra bavia hoặc cháy sẫm mép.
Dấu hiệu nhận biết là lỗi xuất hiện theo từng lô vật liệu chứ không theo cả ca máy. Bạn đổi sang tấm khác thì đường cắt lại đẹp hơn dù không hề chỉnh tốc độ hay áp lực khí. Trong vận hành thực tế, trước khi đụng mạnh vào công suất hoặc focus, hãy lau bề mặt, bóc sạch film, kiểm tra độ phẳng và xác nhận đúng mác vật liệu. Với đơn hàng yêu cầu mép cắt sạch để lắp ráp hoặc hoàn thiện bề mặt, vật liệu đầu vào ổn định luôn giúp vùng thông số dễ giữ hơn.
Tóm lại, sáu nguyên nhân này đều có thể đọc ra từ dấu hiệu rất cụ thể trên mép cắt nếu bạn kiểm tra đúng thứ tự. Phần tiếp theo sẽ chuyển các nhận định này thành quy trình tự kiểm tra và chỉnh máy 5 bước để người đứng máy có thể áp dụng như một SOP-lite ngay tại xưởng.
Quy trình tự kiểm tra và chỉnh máy 5 bước khi phát hiện bavia
Khi phát hiện bavia, hãy kiểm tra lần lượt phôi inox, đầu cắt, tiêu cự, khí N₂ rồi mới test lại thông số để tránh sửa sai gốc lỗi.
Sau khi đã khoanh được 6 nhóm nguyên nhân phổ biến, việc cần làm lúc này là biến chẩn đoán thành thao tác tại máy. Đừng chỉnh ngẫu hứng. Hãy đi theo đúng thứ tự B1 đến B5, vì bavia thường xuất hiện do nhiều lệch nhỏ cộng dồn và chỉ cần bỏ sót một mắt xích, bạn rất dễ sửa phần ngọn nhưng giữ nguyên lỗi gốc.
Quy trình dưới đây là dạng SOP-lite cho inox 304. Các mức áp, focus và tốc độ là mốc thực hành để đối chiếu nhanh; bạn vẫn phải tinh chỉnh theo công suất máy, đầu cắt, nguồn laser và chất lượng phôi. Nếu cần nắm lại nguyên lý vận hành nền tảng trước khi chỉnh sâu, bạn có thể xem thêm bài cắt laser CNC inox là gì.
Bước 1–2: kiểm tra phôi inox, béc cắt và thấu kính
Inox 304 dùng để test phải cùng độ dày với lô đang sản xuất, bề mặt sạch và phẳng thì kết quả chỉnh máy mới có giá trị. B1 làm trước vì phôi cong, còn dầu hoặc sót film bảo vệ có thể làm bạn tưởng là lỗi khí hay lỗi focus. Câu chuẩn để nhớ rất ngắn: Phôi inox bẩn hoặc cong có thể tạo bavia giả, dù thông số máy chưa sai.
B1 – Kiểm tra phôi: chuẩn bị khăn sạch, cồn công nghiệp, thước thẳng 300 mm hoặc dưỡng phẳng, đèn soi bề mặt. Lau sạch dầu và bụi, bóc hết film tại vùng cắt, kiểm tra cong vênh dọc theo mép tấm. Tiêu chí đạt là bề mặt khô, không còn lớp keo, độ phẳng ổn định và xác nhận đúng mác inox 304 của lô vật liệu. Dấu hiệu lỗi gồm mặt tấm lượn sóng, bám keo, có vết oxy hóa cũ hoặc thay lô phôi thì lỗi bavia đổi theo.
B2 – Kiểm tra béc và quang học: dùng khăn lau quang học, dung dịch vệ sinh chuyên dụng, đèn soi, dưỡng kiểm tra béc hoặc chốt căn đồng tâm. Tháo béc, quan sát miệng béc có tròn đều không, có móp, xước hay bám xỉ hay không; kiểm tra kính bảo vệ có mờ, cháy điểm hoặc bám bụi. Tiêu chí đạt là miệng béc tròn, sạch, ren lắp kín và kính trong, không có vệt cháy. Nếu bavia chỉ kéo về một phía hoặc cùng một hướng cắt luôn xấu, hãy nghi béc lệch tâm trước khi chạm vào công suất.

- Dụng cụ tối thiểu: khăn lau quang học, dung dịch vệ sinh kính, đèn soi, thước thẳng hoặc dưỡng phẳng, cồn lau bề mặt.
- Chỉ chuyển sang bước tiếp theo khi: phôi sạch, đúng mác, béc không móp và kính bảo vệ không bẩn.
- Hành động chỉnh: thay béc nếu miệng phun méo; thay hoặc vệ sinh kính ngay nếu có điểm cháy mờ.
Đừng tăng áp ngay nếu bạn chưa test focus và đọc lại khí đang cắt
Nhiều ca bavia bị xử lý sai vì người vận hành thấy mặt dưới xấu là tăng khí ngay. Nếu tiêu cự đang lệch, tăng áp chỉ làm mạch cắt ồn hơn và tốn khí hơn. B3 và B4 phải đi liền nhau: test focus trên mẫu cùng độ dày, rồi xác nhận áp suất và độ tinh khiết N₂ khi máy đang cắt thật.
B3 – Hiệu chỉnh tiêu cự: chuẩn bị một mẫu inox 304 cùng độ dày với phôi sản xuất, dùng chương trình test focus ngắn 30-80 mm. Chạy các mức focal point liền nhau theo nấc nhỏ, ví dụ mỗi lần 0,2 mm, rồi ghi lại từng mức lên mẫu hoặc phiếu treo máy. Tiêu chí đạt là mặt cắt tương đối thẳng, khe cắt trên dưới không chênh quá rõ và mặt dưới sạch nhất trong dải test. Nếu mặt cắt nghiêng, chân cắt dày xỉ hoặc một dải vị trí luôn xấu hơn phần còn lại, focus vẫn chưa đúng.
B4 – Xác nhận khí N₂: Kiểm tra đồng hồ áp suất khi máy đang cắt, không đọc khi máy đứng yên. Với inox 304, mức thông số khuyến nghị thường là áp suất 12–15 bar và độ tinh khiết N₂ từ 99,9% trở lên để giảm ba via và hạn chế oxy hóa mép cắt. Đồng thời, hãy lắng nghe tiếng xì bất thường tại các co nối, kiểm tra bộ lọc khí, van và mức sụt áp ở cuối đường cấp. Nếu áp suất trên bình vẫn đủ nhưng áp suất tại đầu cắt giảm mạnh khi máy vận hành, nguyên nhân thường nằm ở hệ thống cấp khí chứ không phải ở thông số cắt.
| Bước | Công cụ cần dùng | Tiêu chí đạt | Dấu hiệu lỗi | Hành động chỉnh |
|---|---|---|---|---|
| B3 | Mẫu inox cùng độ dày, chương trình test focus, bút ghi mẫu | Mặt cắt thẳng, chân cắt sạch, khe cắt đều | Mặt cắt nghiêng, bavia tăng theo dải, khe trên dưới lệch | Chỉnh focus từng nấc nhỏ và giữ lại mẫu tốt nhất |
| B4 | Đồng hồ áp, dung dịch kiểm tra rò, bộ lọc khí | N₂ ổn định 12–15 bar khi cắt, độ tinh khiết từ 99,9%+ | Mặt dưới bám xỉ, mép sẫm màu, áp tụt khi chạy | Xử lý rò khí, thay lọc, kiểm tra lại nguồn N₂ và đường ống |
Giảm số lần chỉnh sai bằng một vòng test cut ngắn và chỉ đổi từng biến 5–10%
B5 – Chạy test cut: cắt thử một đoạn thẳng ngắn hoặc một chi tiết mẫu có cả cạnh thẳng lẫn góc nhỏ, rồi quan sát ngay mặt dưới. Ưu tiên chỉnh tốc độ trước, sau đó mới đụng công suất hoặc áp suất; mỗi lần chỉ đổi một biến số và giữ biên độ 5–10% để đọc đúng tác động. Nếu đổi cùng lúc tốc độ, công suất và khí, bạn sẽ không biết yếu tố nào thực sự làm bavia giảm hay tăng.
Tiêu chí đạt là mặt dưới chỉ còn vệt rất mịn hoặc gần như không có gờ sắc, vuốt tay không vướng liên tục, góc cắt không bị dính xỉ cục. Dấu hiệu cần dừng tự chỉnh gồm: đã lặp 2–3 vòng test vẫn bavia như cũ; bavia luôn lệch một phía dù đã thay béc; mặt cắt xấu đồng loạt trên mọi mẫu dù khí và focus đều nằm trong vùng ổn. Khi đó hãy gọi kỹ thuật viên vì khả năng cao máy đang có lỗi đồng tâm sâu, cụm quang học, đầu cắt hoặc nguồn laser.
- Checklist in tại xưởng: kiểm tra phôi sạch và phẳng.
- Checklist in tại xưởng: soi béc, kính bảo vệ, thay ngay nếu móp hoặc mờ cháy.
- Checklist in tại xưởng: test focus trên mẫu cùng độ dày, ghi từng nấc đã chạy.
- Checklist in tại xưởng: đọc áp N₂ khi máy đang cắt; giữ vùng tham chiếu 12–15 bar với N₂ 99,9%+ cho inox 304.
- Checklist in tại xưởng: test cut ngắn, chỉ đổi từng biến 5–10%, tối đa 2–3 vòng trước khi gọi kỹ thuật.
Khi quy trình 5 bước này không còn cho kết quả sạch mép cắt, vấn đề thường không nằm ở thao tác cơ bản nữa mà chuyển sang nhóm lỗi oxy hóa, khí hoặc quang học sâu hơn. Phần tiếp theo sẽ giúp bạn tách rõ mạch cắt bị đen, ố vàng với bavia để tránh sửa nhầm lỗi.
Tại sao mạch cắt inox bị đen hoặc ố vàng? Phân biệt với bavia
Mạch cắt inox bị đen hoặc ố vàng chủ yếu là do oxy hóa nhiệt vì khí cắt không đủ sạch hoặc không đủ kín, chứ không hoàn toàn là bavia.
Sau khi đã có quy trình kiểm tra 5 bước, bước tiếp theo là đọc đúng dấu hiệu trên mép cắt. Nhiều người thấy cạnh inox sẫm màu liền kết luận máy đang sinh bavia. Kết luận này thường sai một nửa. Với inox 304, mép cắt đen hoặc vàng rơm thường báo lỗi oxy hóa nhiệt trước, còn bavia là phần kim loại nóng chảy đông lại thành gờ bám ở mép hoặc mặt dưới.
Một câu cần nhớ rất rõ là: Mạch cắt inox bị đen là dấu hiệu oxy lọt vào vùng cắt hoặc khí hỗ trợ không đủ sạch; bavia là gờ vật liệu đông lại do kim loại nóng chảy không được thổi ra hết. Hai lỗi này có thể đi cùng nhau, nhưng thứ tự xử lý không giống nhau. Nếu mép cắt đổi màu mà gần như không có gờ sắc, hãy kiểm tra khí trước khi tăng công suất hay giảm tốc độ.
Mạch đen là oxy hóa nhiệt, không phải lúc nào cũng là bavia
Inox 304 đổi sang màu vàng rơm, nâu tím hoặc đen khi mép cắt bị nung nóng trong môi trường còn oxy. Đây là hiện tượng oxidation burn, tức cháy oxy hóa bề mặt, không đồng nghĩa với việc cạnh cắt đã có burr hay dross lớn. Dấu hiệu nhận biết bằng mắt rất đơn giản: mép cắt có màu sẫm, nhưng khi vuốt tay theo phương dọc cạnh cắt lại không vướng mạnh hoặc không có gờ sắc liên tục.
Bavia thì khác. Bavia là phần kim loại lỏng không được khí hỗ trợ đẩy hết ra khỏi khe cắt, sau đó đông lại ở mặt dưới hoặc bám một bên mép thành gờ cứng. Nếu dùng móng tay cào nhẹ ở chân cắt mà thấy cấn rõ, hoặc khi lắp ghép chi tiết bị hở vì cạnh bị cộm, đó mới là dấu hiệu nghiêng về bavia. Còn nếu bề mặt chỉ đổi màu, nhất là đen thành dải mỏng hoặc vàng rơm đều mép, lỗi ưu tiên vẫn là khí cắt và độ kín của đầu phun.
- Mạch đen/ố vàng: đổi màu bề mặt, thường ít gờ sắc, liên quan trực tiếp đến oxy hóa nhiệt.
- Bavia: có gờ vật liệu đông lại, sờ thấy cấn tay, hay tập trung ở mặt dưới hoặc một bên mép.
- Lỗi đi kèm: nếu vừa đen mép vừa có gờ cứng, hãy xử lý khí trước rồi mới rà lại tốc độ, focus và béc cắt.
Ở xưởng, một lỗi rất hay gặp là thợ thấy màu đen giảm sau khi tăng tốc nên tưởng đã xử lý đúng gốc lỗi. Thực ra tốc độ tăng chỉ làm thời gian nung nóng ngắn lại, còn oxy vẫn đang lọt vào vùng cắt. Kết quả là mạch nhìn sáng hơn một chút nhưng độ ổn định không bền, đổi sang lô phôi khác hoặc chi tiết có góc nhỏ là mép lại sẫm màu ngay.
Không phải cứ cắt được là đạt; O₂ và khí nén có thể đứt tấm nhưng khó cho mép inox sáng
Nếu mục tiêu của bạn là mép cắt inox sáng, sạch và ít bavia, câu trả lời ngắn gọn cho truy vấn “cắt laser inox dùng khí gì” là: dùng Nitơ (N₂) độ tinh khiết cao. N₂ không tham gia phản ứng oxy hóa như O₂, nên giúp mép cắt sáng hơn và hạn chế ố vàng, đen cạnh. Với inox 304, vùng áp tham chiếu thực hành thường nằm quanh 12–15 bar khi cần mép cắt sạch; mức cụ thể vẫn phải tinh chỉnh theo công suất máy, đầu cắt, nguồn laser và độ dày phôi.
Ngược lại, O₂ hỗ trợ phản ứng cháy nên có thể giúp cắt dễ xuyên hơn trong một số bài toán, nhưng mép inox sẽ dễ sẫm màu vì oxy hóa nhiệt. Khí nén sạch có thể dùng ở các đơn hàng cần tiết kiệm chi phí khí hoặc không đòi hỏi thẩm mỹ mép cắt quá cao, nhưng rủi ro đổi màu cạnh vẫn cao hơn N₂ vì trong khí nén luôn có thành phần oxy và nguy cơ lẫn ẩm nếu hệ thống lọc không tốt. Chỉ cần đường khí tụt áp hoặc béc không kín, không khí ngoài sẽ hút ngược vào vùng cắt và tạo viền vàng nâu rất nhanh.
| Khí cắt | Đặc tính khi cắt inox | Mức độ sáng mép cắt | Nguy cơ đen/ố vàng |
|---|---|---|---|
| N₂ tinh khiết cao | Khí trơ, thổi kim loại nóng chảy tốt, ít oxy hóa | Cao nhất | Thấp nếu áp ổn định và đường khí kín |
| O₂ | Hỗ trợ phản ứng cháy, dễ làm mép cắt sẫm màu hơn | Thấp | Cao |
| Khí nén | Tiết kiệm hơn nhưng phụ thuộc mạnh vào lọc ẩm, lọc dầu và áp thực tế | Trung bình đến thấp | Trung bình đến cao |
Phân biệt đúng mạch đen với bavia sẽ giúp bạn tránh một lỗi rất tốn thời gian: sửa công suất và tốc độ liên tục trong khi nguyên nhân thật nằm ở khí hỗ trợ. Sang phần tiếp theo, chúng tôi sẽ đi vào cách xưởng kiểm soát chất lượng mạch cắt laser để giữ mép inox sạch, sáng và ổn định theo từng lô hàng.
Cơ Khí Đại Việt kiểm soát chất lượng mạch cắt laser như thế nào?
Để giữ mạch cắt inox sạch và hạn chế bavia, xưởng phải kiểm soát đồng thời vật liệu, thông số, khí cắt, bảo trì đầu cắt và khâu kiểm tra đầu ra.
Sau khi đã tách rõ bavia với hiện tượng đen mép hay ố vàng, phần còn lại là câu hỏi thực tế hơn: xưởng đang kiểm lỗi này bằng cách nào để không lặp lại ở mỗi lô hàng. Tại xưởng Đồng Nai, chúng tôi không chờ đến lúc sản phẩm cắt xong mới soi lỗi. Việc kiểm soát chất lượng cắt laser inox được đặt từ đầu vào vật liệu, bảng thông số chạy máy, nguồn khí N₂, lịch bảo trì đầu cắt cho đến bước kiểm tra 100% trước khi xuất xưởng.
Một nguyên tắc chúng tôi dùng rất chặt là: mép cắt inox sạch không đến từ một thông số đẹp, mà đến từ cả chuỗi điều kiện ổn định. Vì vậy, nếu bạn đang cần dịch vụ cắt laser inox, phần dưới đây sẽ cho thấy cách xưởng kiểm soát sai số và bavia theo quy trình vận hành thực tế.
Inox 304 Posco có CO/CQ, đúng độ dày và bề mặt sạch là điều kiện đầu tiên trước khi bật tia
Chúng tôi xác nhận mác vật liệu, độ dày và tình trạng bề mặt trước khi xếp phôi lên bàn máy. Với các đơn hàng yêu cầu cao về mép cắt và khả năng lắp ghép, inox 304 Posco kèm CO/CQ giúp việc truy vết lô vật liệu rõ hơn, đồng thời giảm rủi ro lẫn tạp chất hoặc sai mác. Chỉ riêng chênh độ dày thực tế vài phần trăm hoặc bề mặt còn film, dầu, keo bảo vệ cũng đủ làm mạch cắt đổi tiếng và xuất hiện bavia giả ở mặt dưới.
Tại đầu ca, thợ máy đối chiếu tấm inox theo 3 điểm ngắn gọn: đúng mác, đúng dải dày, đúng tình trạng bề mặt. Nếu tấm bị cong, có vết oxy hóa cũ hoặc thay lô vật liệu giữa ca, chúng tôi cắt mẫu lại trước khi chạy hàng loạt. Phôi inox không sạch hoặc không đồng đều có thể làm lệch kết quả chỉnh máy dù công suất, tốc độ và focus vẫn giữ nguyên.
Khác với cách chạy theo cảm giác, bảng thông số nội bộ được chia theo từng dải dày để giảm sai số đầu ca
Nhiều xưởng vẫn lưu các thông số cắt dựa vào kinh nghiệm của thợ vận hành. Cách này giúp thao tác nhanh khi đã quen việc, nhưng độ ổn định và khả năng lặp lại giữa các ca sản xuất không cao. Tại Đại Việt, chúng tôi sử dụng bảng thông số nội bộ cho inox 304 theo từng dải độ dày như 0,8–1,0 mm, 1,2–1,5 mm, 2,0 mm và các mức dày cao hơn. Mỗi dòng đều bao gồm khoảng thông số khuyến nghị về công suất, tốc độ, vị trí tiêu cự (focal point), loại béc và áp suất khí N₂. Đây là bộ thông số tham khảo được đúc kết từ thực tế gia công và luôn cần được tinh chỉnh theo công suất máy, đầu cắt, nguồn laser và chất lượng phôi.
Cách làm này giúp giảm lỗi “chạy được nhưng không đẹp”. Khi đổi từ tấm 1,0 mm sang 1,5 mm mà vẫn giữ tư duy chỉnh bằng mắt, bavia thường xuất hiện ở cạnh dưới trước khi người vận hành kịp nhận ra. Với bảng nội bộ, thợ máy chỉ cần vào đúng dải vật liệu, cắt test ngắn và rà sai lệch từng biến số nhỏ thay vì chỉnh ngẫu hứng.
| Điểm kiểm soát | Mức tham chiếu tại xưởng | Dấu hiệu cần dừng rà lại |
|---|---|---|
| Mác và chứng từ vật liệu | Ưu tiên inox 304 có CO/CQ, truy được lô | Mép cắt thay đổi bất thường khi đổi tấm hoặc đổi lô |
| Bảng thông số nội bộ | Chia theo từng dải dày, có vùng tốc độ, công suất, focus, béc, áp N₂ | Cắt được nhưng chân cắt sần, bavia tăng ở đầu ca |
| Mẫu test đầu ca | Cắt đoạn ngắn trên đúng vật liệu đang sản xuất | Tiếng cắt khác thường, mặt dưới cấn tay hoặc mạch không sáng đều |
N₂ tinh khiết cao chỉ phát huy tác dụng khi áp thực tế ổn định ngay lúc máy đang cắt
Chúng tôi kiểm tra nguồn khí trước mỗi ca và đọc áp khi máy đang chạy, không đọc lúc đứng yên. Với inox 304 cần mép cắt sạch, N₂ có độ tinh khiết từ 99,9% trở lên là mốc tối thiểu để hạn chế oxy hóa; vùng áp tham chiếu thực hành thường nằm quanh 12–15 bar tùy độ dày và cấu hình máy. Nếu áp trên bình đủ mà áp tại đầu cắt tụt khi chạy, bavia sẽ xuất hiện theo dạng chân cắt bám xỉ mịn hoặc kéo sợi ở mặt dưới.
Một lỗi thực tế chúng tôi gặp nhiều là khí vẫn còn nhưng đường cấp bị hao áp ở co nối, lọc bẩn hoặc van mở chưa hết. Dấu hiệu nhận biết khá rõ: mép cắt đầu tấm còn ổn, về cuối tấm bắt đầu sần; chi tiết nhiều góc nhỏ xấu hơn cạnh thẳng. Khi đó, xử lý đúng là kiểm tra rò, lọc và lưu lượng trước, không tăng công suất vội.
Béc cắt và thấu kính không cần hỏng nặng mới gây lỗi; chỉ cần móp nhẹ hoặc bám bẩn là mép cắt đã lệch
Giảm công mài sửa sau cắt bắt đầu từ bảo trì đúng chu kỳ. Ở xưởng, béc cắt được vệ sinh định kỳ, kiểm tra độ tròn miệng phun, thay ngay khi móp hoặc cháy bám; kính bảo vệ và thấu kính được soi tình trạng bẩn, mờ, điểm cháy trước khi vào ca mới. Chỉ cần béc lệch tâm nhẹ, dòng khí đã mất đối xứng và bavia thường kéo về một phía cố định.
Chúng tôi không đợi đến khi mép cắt xấu hàng loạt mới tháo đầu cắt. Nếu cùng một thông số mà một hướng cắt luôn bám xỉ nhiều hơn hướng còn lại, thợ máy sẽ ưu tiên kiểm tra đồng tâm béc và độ sạch quang học trước. Đây là lỗi nhỏ nhưng gây mất thời gian rất lớn nếu bỏ qua, vì người vận hành dễ hiểu nhầm sang lỗi tốc độ hoặc focus.
Kiểm tra 100% mép cắt trước xuất xưởng giúp giảm hàng phải sửa và giao lô đồng đều hơn
Sản phẩm sau cắt không đi thẳng ra đóng gói. Chúng tôi kiểm tra 100% theo hai lớp: quan sát bằng mắt dưới đèn để đọc màu mạch cắt, độ thẳng và vết cháy; sau đó chạm nhẹ ở cạnh dưới để phát hiện bavia còn sót. Với các chi tiết lắp ghép, tổ kỹ thuật còn rà thêm các vị trí góc nhỏ, khe hẹp và đoạn chuyển hướng vì đây là nơi dễ sót burr nhất.
Lợi ích thực tế cho bạn rất rõ: giảm công mài lại ở khâu sau, giảm nguy cơ lắp không khít do cạnh cấn và giữ độ đồng đều giữa các chi tiết trong cùng lô. Nếu cần gửi bản vẽ để chúng tôi kiểm tra vật liệu, phương án cắt và thời gian giao hàng, bạn có thể liên hệ báo giá để đội kỹ thuật phản hồi theo đúng yêu cầu gia công.
Khi quy trình kiểm soát đầu vào, khí cắt, đầu cắt và kiểm tra đầu ra được giữ ổn định, lỗi bavia sẽ giảm rõ ngay từ trong máy thay vì đẩy sang công đoạn sửa nguội. Phần cuối bài sẽ trả lời nhanh những câu hỏi thường gặp nhất để bạn xử lý đúng khi gặp bavia trên inox 304.
Câu hỏi thường gặp về bavia khi cắt laser inox
Bavia trên inox thường xuất hiện ở mặt dưới, liên quan chặt đến khí N₂, tiêu cự và chất lượng đầu cắt hơn là chỉ riêng công suất máy.
Bavia khi cắt laser inox thường xuất hiện ở mặt trên hay mặt dưới?
Bavia thường thấy rõ ở mặt dưới. Đây là vị trí kim loại nóng chảy được khí hỗ trợ thổi ra khỏi khe cắt; nếu thoát không hết, phần vật liệu này sẽ đông lại thành gờ hoặc xỉ bám mép. Dấu hiệu rất hay gặp là mặt trên vẫn khá đẹp nhưng mặt dưới cấn tay và có burr chạy dọc theo đường cắt.
Áp suất khí N₂ bao nhiêu là đủ khi cắt inox 3mm?
Với inox 304 dày 3mm, nên bắt đầu thiết lập áp suất trong khoảng 12–14 bar với khí N₂ có độ tinh khiết từ 99,9% trở lên. Đây là mức thông số khuyến nghị để thiết lập ban đầu; sau đó cần tinh chỉnh theo công suất máy, đầu cắt, nguồn laser và chất lượng phôi. Ngay cả khi áp suất đã đủ, khí bị lẫn tạp chất, béc cắt lệch tâm hoặc vị trí tiêu cự (focal point) không chính xác vẫn có thể gây ra ba via.
Khí nén thường có thay thế được Nitơ khi cắt inox không?
Có thể thay trong một số bài toán cần giảm chi phí khí cắt, nhưng không phải lựa chọn tối ưu nếu mục tiêu là mép inox sáng, sạch và ít bavia. Khí nén vẫn chứa oxy và dễ lẫn ẩm nếu lọc không tốt, nên nguy cơ mạch cắt bị đen, ố vàng và cạnh cắt xấu sẽ cao hơn Nitơ.
Mạch cắt bị đen có phải do bavia không?
Không hoàn toàn. Mạch đen thường là dấu hiệu oxy hóa nhiệt do oxy lọt vào vùng cắt hoặc khí hỗ trợ không đủ sạch, còn bavia là phần kim loại nóng chảy đông lại bám ở mép cắt. Hai lỗi này có thể xuất hiện cùng lúc, nhưng bản chất khác nhau nên cách chỉnh khí, áp suất và thông số máy cũng khác.
Máy cắt laser fiber mới mua có cần hiệu chỉnh lại thông số không?
Có, và gần như bắt buộc phải làm. Cùng một tấm inox 304 nhưng mỗi máy, đầu cắt, nguồn laser, đường khí và tình trạng béc sẽ cho điểm cắt đẹp khác nhau. Cách an toàn nhất là luôn chạy test cut, ghi lại tốc độ, công suất, áp N₂ và vị trí focal point thành bảng thông số nội bộ thay vì dùng nguyên thông số mẫu.
Bavia nhẹ trên inox có thể tự xử lý không, cần dụng cụ gì?
Có thể xử lý nếu bavia ở mức nhẹ. Bạn có thể dùng đá mài mịn, máy chà nhám mép hoặc dụng cụ phá bavia cầm tay để làm sạch cạnh sau cắt. Nếu lỗi lặp lại theo cả lô hàng, đừng chỉ mài sửa hậu kỳ; hãy kiểm tra lại khí cắt, focus và tình trạng béc để xử lý đúng nguyên nhân gốc.