









































Hình ảnh gia công ghế đôn inox mạ vàng

Hình ảnh gia công chân bàn inox mạ vàng

Hinh ảnh gia công chân bàn inox mạ vàng

Hình ảnh gia công chân bàn inox chữ X mạ vàng

Hình ảnh gia công bàn tiếp tân inox mạ vàng

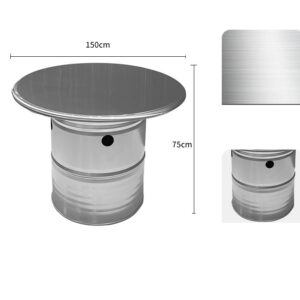
Hình ảnh gia công bàn sofa inox tròn

Hình ảnh gia công bàn sofa inox tròn mạ vàng

Hình ảnh gia công bàn sofa inox mạ vàng

Hình ảnh gia công bàn sofa inox mạ vàng cho phòng khách

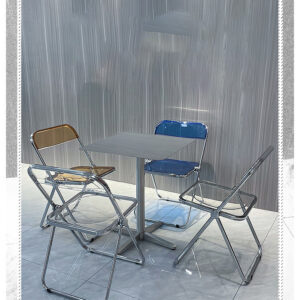
Hình ảnh gia công bàn inox xếp gọn mạ vàng

Hình ảnh gia công bàn inox xếp gọn chữ X

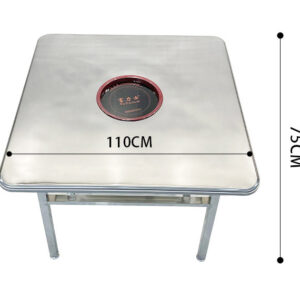
Hình ảnh gia công bàn inox tròn mạ vàng

Hình ảnh gia công bàn inox tròn mạ vàng 3 chân

Hình ảnh gia công bàn inox chữ nhật mạ vàng

Hình ảnh gia công bàn ghế inox mạ vàng















