






















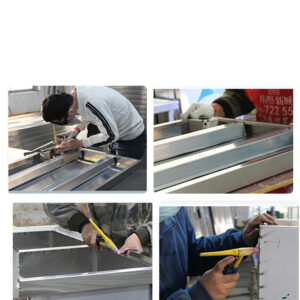














thi công bếp ăn công nghiệp công ty UNIND Bình Phước 2025 lắp đặt chậu rửa công nghiệp 2 hố (12)

thi công bếp ăn công nghiệp công ty UNIND Bình Phước 2025 lắp đặt chậu rửa công nghiệp 2 hố (10)

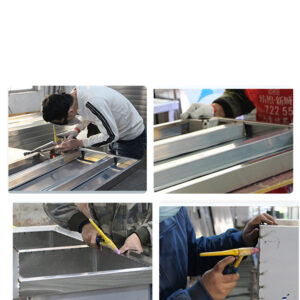
thi công bếp ăn công nghiệp công ty UNIND Bình Phước 2025 lắp đặt bàn sơ chế inox

thi công bếp ăn công nghiệp công ty UNIND Bình Phước 2025 lắp đặt bàn sơ chế inox 2 tầng

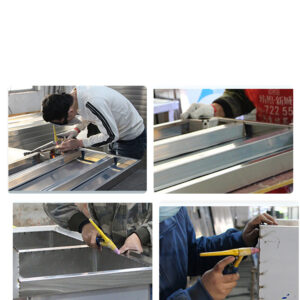
thi công bếp ăn công nghiệp công ty UNIND Bình Phước 2025 lắp đặt bàn đựng thức ăninox

thi công bếp ăn công nghiệp công ty UNIND Bình Phước 2025 lắp đặt bàn bếp inox để đựng thiết bị bếp

thi công bếp ăn công nghiệp công ty UNIND Bình Phước 2025 lắp đặt bàn bếp inox 2 tầng